



























Будьте в курсе!
Новости, обзоры и акции

Новости, обзоры и акции
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата 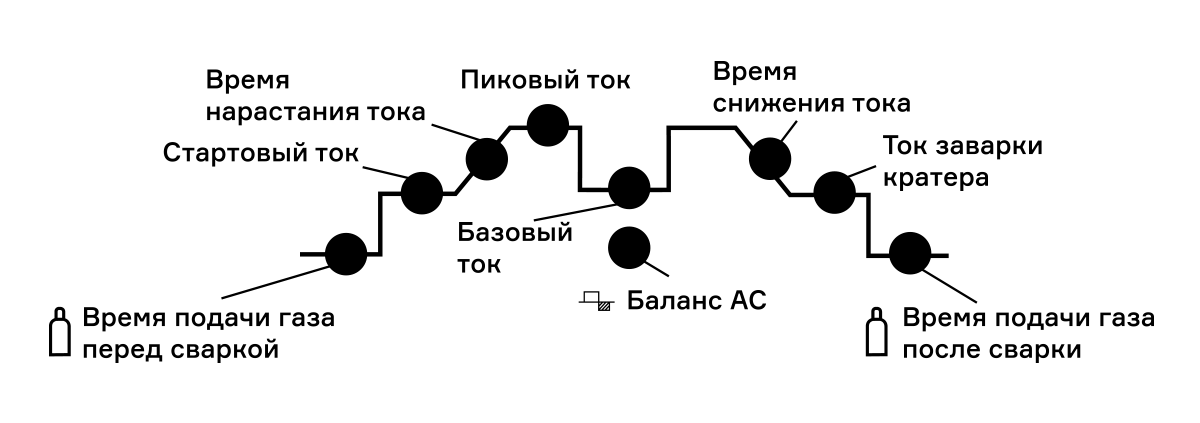

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
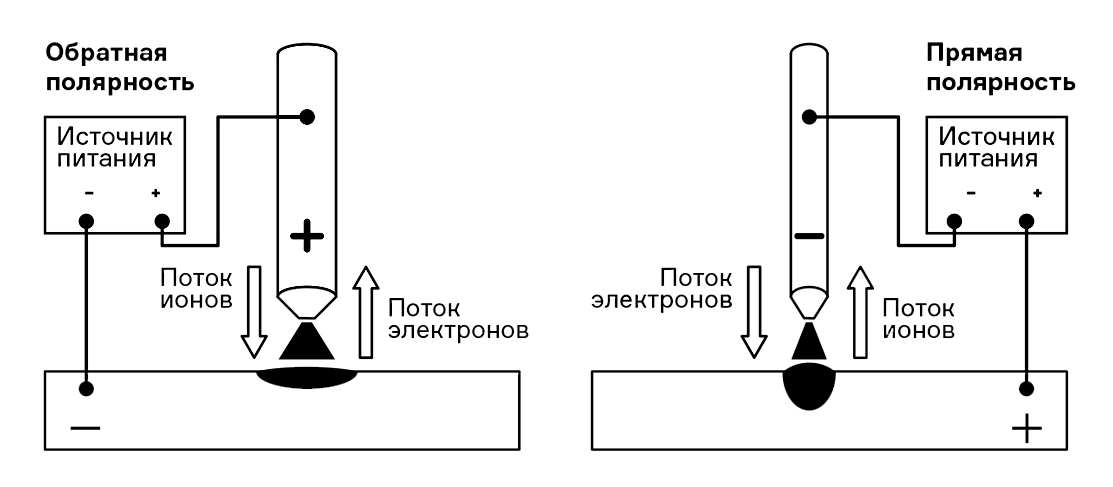
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
При сварке на прямой полярности наблюдается следующее:
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
|
Толщина металла Положение при сварке |
Тонкий металл (до 3 мм) |
Толстый металл (от 3 мм) |
|---|---|---|
| Нижнее |
DC Частота импульса от 100 Гц и выше. Скважность импульса от 10 до 50%. Стартовый ток выше пикового тока на 5-10А. Базовый ток от 25 до 50% от пикового тока. Пиковый ток до 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока от 100 Гц и выше. Баланс полярности переменного тока выше половины. |
DC Стартовый ток выше пикового тока на 10-25А. Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Угловое |
DC Частота импульса от 150Гц и выше. Скважность импульса от 30 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток до 75–90 А. АС Аналогично DC и дополнительно: Частота переменного тока от 150Гц и выше. Баланс полярности переменного тока выше половины. |
DC Стартовый ток выше пикового тока на 20–30А. Пиковый ток от 75–95А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины или половина. |
| Вертикальное (сварка снизу-вверх) |
DC Частота импульса от 150Гц и выше Скважность импульса от 10 до 50% Стартовый ток выше пикового тока на 5–10А, базовый ток на 25-50% от пикового. Пиковый ток до 75–95А. АС Аналогично DC и дополнительно: Частота переменного тока от 150Гц и выше. Баланс полярности переменного тока выше половины. |
DC Стартовый ток выше пикового тока на 10–25А. Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Горизонтальное (сварка справа-налево) |
DC Частота импульса от 100Гц и выше. Скважность импульса от 30 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток до 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока от 100Гц и выше. Баланс полярности переменного тока выше половины. |
DC Стартовый ток выше пикового тока на 10–25А. Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Потолочное |
DC Частота импульса от 150Гц и выше. Скважность импульса от 10 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток до 65–85А. АС Аналогично DC и дополнительно: Частота переменного тока от 150Гц и выше. Баланс полярности переменного тока выше половины. |
DC Частота импульса от 100Гц и выше Скважность импульса от 10 до 50% Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток от 65–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
В ассортименте фирменной продукции ПТК появился уникальный товар – пропановый резак-горелка РП МИНИ, где при замене наконечника из резака можно сделать горелку.
Инжекторный пропановый резак РП МИНИ предназначен для разделительной резки металла из низкоуглеродистых сталей толщиной до 20 мм. В комплект поставки к резаку входит латунный внутренний мундштук и медный наружный мундштук.
30 Апреля 2021 Как выбрать аппарат для аргонодуговой сварки TIG? 2 Ноября 2020 Новый полуавтомат ПРОФИ MIG 350-1 Сварочный полуавтомат ПРОФИ MIG 350-1 – это новая модель в линейке аппаратов ПРОФИ с завода SHENZHEN HISTER TECHNOLOGY CO., LTD. Заводская гарантия на аппарат предоставляется в течение 1 года. 10 Сентября 2020 Сменные ротаметры для регуляторов расхода газа Сменные ротаметры для регуляторов расхода газа 2 Сентября 2020 Новый регулятор У-30/АР-30-1Р МИНИ 1 Сентября 2020 Новый полуавтомат c завода RILANDРезчик Husqvarna K 3000 Electric – один из самых мощных и универсальных на мировом рынке электрических резчиков с рядом привлекательных особенностей.
30 Апреля 2021 Как выбрать аппарат для аргонодуговой сварки TIG? 1 Февраля 2023 НОВИНКА: Флагманский полуавтомат ПТК RILON MIG 500 DF 10 Сентября 2020 Сменные ротаметры для регуляторов расхода газа Сменные ротаметры для регуляторов расхода газа 2 Ноября 2020 Новый полуавтомат ПРОФИ MIG 350-1 Сварочный полуавтомат ПРОФИ MIG 350-1 – это новая модель в линейке аппаратов ПРОФИ с завода SHENZHEN HISTER TECHNOLOGY CO., LTD. Заводская гарантия на аппарат предоставляется в течение 1 года. 2 Сентября 2020 Новый регулятор У-30/АР-30-1Р МИНИНовости, обзоры и акции